三維編織復合材料是利用紡織技術,通過編織形成干態預成形件,將干態預成形件作為增強體,采用樹脂傳遞模塑工藝(RTM)或樹脂膜滲透工藝(RFI),進行浸膠固化,直接形成復合材料結構。作為一種先進的復合材料,已成為航空、航天領域的重要結構材料, 并在汽車、船舶、建筑領域及體育用品和醫療器械等方面得到了廣泛應用。傳統復合材料經典層合板理論已無法滿足其力學性能分析,國內外學者建立了新的理論和分析方法。
三維編織復合材料是仿織復合材料之一,是由采用編織技術織造的纖維編織物(又稱三維預成形件)所增強的復合材料,其具有高的比強度、比模量、高的損傷容限和斷裂韌性、耐沖擊、抗開裂和疲勞等優異特點。三維編織復合材料作為一種先進的復合材料,倍受工程界關注,業已成為航空、航天領域的重要結構材料,并在汽車、船舶、建筑領域、體育用品和醫療器械等方面得到了廣泛應用。
三維編織復合材料的發展是因為單向或二向增強材料所制得的復合材料層間剪切強度低、抗沖擊性能差、不能用作主承力件,L.R.Sanders于1977年把三維編織技術引入工程應用中。所謂3D編織技術是通過長短纖維在空間按一定的規律排列,相互交織而獲得的三維無縫合的完整結構,使復合材料不再存在層間問題,且抗損傷能力大大提高。其工藝特點是能制造出各種規則形狀及異形實心體,并可使結構件具有多功能性,即編織多層整體構件。目前三維編織的方式大約有20多種,但常用的有4種,分別是極線編織(polar braiding)、斜線編織(diagonalbraiding or packing braiding)、正交線編織(orthogonal braiding)和繞鎖線編織(warp interlock braiding)。三維編織中又有多種型式,例如二步法三維編織、四步法三維編織、多步法三維編織。
樹脂傳遞模塑法發展史
三維編織復合材料成型工藝主要有樹脂傳遞模塑法(RTM,Resin Transfer Molding),它是將液態樹脂注入閉合模具中浸潤增強材料并固化成型的工藝方法,是近年來發展迅速地適宜多品種、中批量、高質量先進復合材料制品生產地成型工藝,它是一種接近最終形狀部件的生產方法,基本無需后續加工。
RTM技術起源于20世紀40年代的“MARCO”方法,最初是為成型飛機雷達罩發展起來的。RTM雖然成本較低,但其技術要求較高,特別是對原材料及模具的要求較高,大規模推廣有一定的困難,因而發展緩慢。到了20世紀80年代,由于工業發達國家對生產環境要求的各項法規日趨嚴格;同時,隨著原材料、工藝的發展和成型技術的不斷進步,加上RTM工藝自身諸多的優點,例如,模制件公差小、有很高的表面質量、比SMC(Sheet Molding Compound),片狀模塑料模塑壓力小、生產加工組織方式多種多樣、投資少、生產效率較高等特點而受到各國的重視。80年代末,隨著世界政治經濟形勢的變化,RTM被認為是解決先進復合材料高成本問題的重要技術之一。日本將RTM和拉擠兩項工藝推薦為最有發展前途的工藝。美國NASA將RTM技術列入其先進復合材料計劃(ACT計劃),并組織開展了大量的研究工作,同時民用復合材料界在生產成本、生產周期和環保新要求的壓力下出現了RTM 研究和應用的熱潮。
1985年前后,以縮短成型周期、提高表面質量平順性和提高質量穩定性為目標的第二代RTM開始得到應用。以更高效率為特點的第三代RTM 成型工藝在20世紀90年代中期開始得到應用。
國內RTM工藝起步于20世紀80年代末期,受當時國際RTM技術高速發展的影響,RTM注射設備和工藝方法一度形成“熱點”。但是由于受當時原材料配套系統不完善和基礎工藝理論研究欠缺的影響,未能形成規模化生產,大部分設備都處于閑置狀態。20世紀90年代以后,國內一些單位(如天津工業大學復合材料研究所)積極研究和推廣RTM工藝技術,從原材料、產品設計、模具設計與制造、表面技術和基礎理論以及工業化生產技術等方面,開展了系統的研究工作。進入21世紀后,隨著三維編織技術的快速發展,RTM工藝技術在飛機結構部件和其他軍用設施和產品上得到了較多應用,隨著Light-RTM 和SCRIMOP在游艇和風機葉片上的應用,該類型工藝的應用優勢越來越多地得到了大家的認可。
RTM工藝特點
RTM工藝一個重要的發展方向是大型部件的整體成型。其工藝方法以VARTM、Light-RTM、SCRIMP工藝為代表。RTM工藝技術的研究和應用涉及多種學科和技術,是當前國際復合材料最活躍的研究領域之一。其主要研究方向包括:低粘度、高性能樹脂體系的制備及其化學動力學和流變特性;纖維預成形體的制備及滲透特性;成型過程的計算機模擬仿真技術;成型過程的在線監控技術;模具優化設計技術;新型工藝設備的開發;成本分析技術等.
RTM以其優異的工藝性能,廣泛地應用于艦船、軍事設施、國防工程、交通運輸、航空航天和民用工業等領域。其主要特點如下:
(1)模具制造和材料選擇靈活性強,根據不同的生產規模,設備的變化也很靈活,制品產量在1000~20000件/年之間。
(2)能夠制造具有良好表面質量、高尺寸精度的復雜部件,在大型部件的制造方面優勢更為明顯。
(3)易實現局部增強、夾芯結構;靈活地調整增強材料的類型、結構設計,以滿足從民用到航空航天工業不同性能的要求。
(4)纖維含量最高可達60%。
(5)RTM成型工藝屬于一種閉模操作工藝,工作環境清潔,成型過程苯乙烯排放量小。
(6)RTM成型工藝對原材料體系要求嚴格,要求增強材料具有良好的耐樹脂流動沖刷性和浸潤性,要求樹脂黏度低,高反應活性,中溫固化,固化放熱峰值低,浸漬過程中黏度較小,注射完畢后能很快凝膠。
(7)低壓注射,一般注射壓力<30psi(1psi=68.95Pa),可采用玻璃鋼模具(包括環氧模具、玻璃鋼表面電鑄鎳模具等),模具設計自由度高,模具成本低。
(8)制品孔隙率較低。與預浸料模壓工藝相比,RTM工藝無須制備、運輸、貯藏冷凍的預浸料,無須繁雜的手工鋪層和真空袋壓過程,也無須熱處理時間,操作簡單。
但是RTM工藝由于在成型階段樹脂和纖維通過浸漬過程實現賦形,纖維在模腔中的流動、纖維浸漬過程中以及樹脂的固化過程都對最終產品的性能有很大的影響,因而導致了工藝的復雜性和不可控性增大。
RTM成型工藝過程
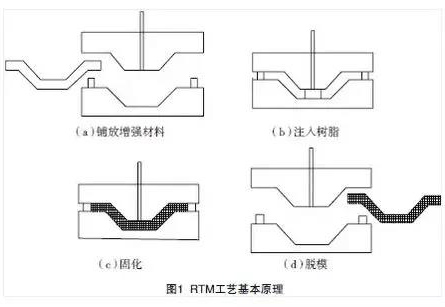
RTM成型工藝是先在模腔內預先鋪放增強材料預成形體,芯材和預埋件,然后在壓力或真空作用力下將樹脂注入閉合模腔,浸潤纖維,固化后脫模,再進行二次加工等后處理工序,其基本原理如圖1所示。
纖維預成形有手工鋪放、手工纖維鋪層加模具熱壓預成形、機械手噴射短切纖維加熱壓預成形、三維立體編織等多種形式。
在合模和鎖緊模具的過程中,根據不同的生產形式,有的鎖模機構安裝在模具上,有的采用外置的合模鎖緊設備,也可以在鎖緊模具的同時利用真空輔助來提供鎖緊力,模具抽真空的同時可以降低樹脂充模產生的內壓對模具變形的影響。
在樹脂注入階段,要求樹脂的粘度盡量不要發生變化,以保證樹脂在模腔內的均勻流動和充分浸漬。在充模過程結束后,要求模具內各部分的樹脂均同步固化,以降低由于固化產生的熱應力對產品變形的影響。
不同類型的RTM生產布局
隨著原材料技術、模具技術和設備技術的快速發展,RTM的生產布局也出現了多種多樣的形式。按照生產效率劃分,可以將RTM工藝的發展劃分為3代。
第1代RTM工藝通常為常溫固化和外部加熱,生產周期為80~150min,生產布局常采用環形生產線,模具在不同的工位流動,模具數量多,生產周期取決于時間最長的工序,通常為固化工序。
第2代RTM工藝的特點是模具自帶加熱系統,同時采用了專門的開合模鎖緊機構,生產效率可以達到20~30min。有代表性的是雙工位RTM工藝布局,一個工位在噴射膠衣、鋪放纖維時,另一個工位可以進行注射、固化過程。
第3代RTM工藝采用的是120℃左右的固化溫度,模具由專用的壓機帶動實現開模、合模、鎖緊,設備采用高速注射設備,模具使用金屬模具,整體布局和SMC工藝類似,成型周期小于10min。
RTM工藝參數對工藝過程的影響
影響RTM工藝的工藝參數包括樹脂黏度、注射壓力、成型溫度、真空度等,同時這些參數在成型過程中是相互關聯和相互影響的。
(1)樹脂黏度。適用于RTM 工藝的樹脂應該具有較低的黏度,通常應小于600mPa·s,小于300mPa·s時工藝性能會表現得更好。通過提高樹脂的成型溫度來降低樹脂黏度,以利于更好地實現充模過程。
(2)注射壓力。注射壓力的選擇取決于纖維的結構形式和纖維含量以及所需要的成型周期。研究資料表明,較低的注射壓力有利于纖維的充分浸漬,有利于力學性能的提高。通過改變產品結構設計、纖維鋪層設計、降低樹脂濃度、優化注射口和排氣口的位置、使用真空輔助等手段,都可以實現降低注射壓力。
(3)成型溫度。成型溫度的選擇受模具自身能夠提供的加熱方式、樹脂固化特性及所使用的固化體系的影響。較高的成型溫度能夠降低樹脂的黏度,促進樹脂在纖維束內部的流動和浸漬,增強樹脂和纖維的界面結合能力。
(4)真空度。在成型過程中使用真空輔助可以有效降低模具的剛度需求,同時促進注射過程中空氣的排除,減少產品的孔隙含量。通過實驗數據測定,在真空條件下成型的平板平均孔隙含量只有0.15%,而沒有真空的平板孔隙含量達到1%。
RTM設備和模具
RTM樹脂注射設備包括加熱恒溫系統、混合攪拌器、計量泵以及各種自動化儀表。注射機按混合方式可分為單組分式、雙組分加壓式、雙組分泵式和加催化劑泵式4種。現在用于批量生產的注射機主要是加催化劑泵式。
瑞典Aplicator公司制造的RI-2設備,使RTM 工藝朝高質量、高速度的全系統生產方面邁了一大步。美國液控系統公司(Liquid ControlSystems)制造的Multiflow RTM設備,可對從幾克到數百千克的反應樹脂體系進行計量,混合并注射進低壓力閉合模。
Multiflow CMFH型設備用于制造大型增強材料部件,輸入量為45kg/min。可使用于多種樹脂體系。英國Plastech TT公司生產的注射機考慮了多種生產參數的集中控制問題,其中Megaject Pro型注射機是自動化程度最高的一種。
RTM是在低壓下成型,模具剛度相對要求低,可以使用多種材料來制造模具。常用的模具類型有玻璃鋼模具、電鑄鎳模具、鋁模具、鑄鐵模具和鋼模具。
一般而言,RTM工藝對模具有如下要求:
(1)保持制品的形狀、尺寸精度及上下模具的配合精度,使制品達到設計的表面精度;
(2)具有可靠地夾緊和頂開上下模具的裝置及制品脫模裝置;
(3)足夠的剛度和強度,保證在合模、開模和注射時不出現破壞和盡可能小的變形;
(4)可被加熱,并保證在一定的樹脂成型固化溫度下的使用壽命,在使用過程中不發生開裂和變形;
(5)具有合理的注射口、冒口、流通,保證樹脂充滿模腔,并排除制品中的氣體;
(6)具有合適的模腔厚度,使模具對預成形體有合適的壓縮量;
(7)上下模具的密封性要好,對無真空輔助的工藝,樹脂的漏損率應小于1%,對有真空輔助的工藝,密封應保證不漏氣,以免氣體進入模腔;
(8)以合適的材料和制造成本,滿足成型制品數量和模具壽命的要求。
RTM的衍生技術
RTM技術的發展很快,目前在上述成型的基本過程基礎上,還衍生出一些特殊的RTM 技術,這些技術主要有真空輔助RTM(VARTM)、壓縮RTM(CRTM)、Seemann’s 復合材料樹脂滲透模塑成型(SCRIMP)、樹脂膜滲透成型(RFI)、熱膨脹RTM(TERTM)、柔性RTM(FRTM)和共注射RTM(CIRTM)等。
三維編織復合材料內部紗線在平面和三維空間中交織在一起,形成一個不分層的、復雜的整體結構。因此在編織復合材料研究之初,主要是通過試驗儀器設備等對其進行試驗觀察和研究。20世紀80年代,國外就有許多學者開始了有關三維編織復合材料的各項試驗研究,主要研究了紗線和樹脂的各種參量對編織復合材料拉伸,壓縮,彎曲和層間剪切等力學性能的影響。國內的試驗研究起步相對較晚,直到90年代后期才出現報道。目前已進行包括低速沖擊和高能量碰撞在內的各項試驗研究。
細觀結構的幾何模型
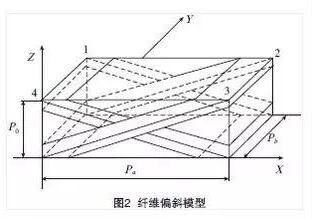
由于編織復合材料的基礎是紡織技術,對三維編織復合材料的研究,首先必須搞清楚紡織物結構的幾何模型。美國是研究編織復合材料最早的國家之一。20世紀80年代比較典型的幾何模型當屬美國編織技術的先驅Frank K. Ko和Tsu-Wei Chou及其合作者最先提出的3種幾何模型:第1種是Ko和Pastore基于三維編織物中的紗線片段提出的一種單元胞體的“取向平均模型”,第2種稱之為“‘米’字枝狀模型”,Ma和Yang等把四步法編織復合材料的單元胞體結構看成是由3根相互正交的紗線和4根對角紗線所組成,針對這些紗線的相互作用建立了細觀分析模型;第3種是Yang和Ma等的“纖維傾斜模型”。Yang等以由四步法編織的四向編織復合材料為對象,根據其預成形件內纖維束的排列為鋸齒形的特點,建立了纖維偏斜模型。認為在單胞內纖維束沿長方體的4個對角線方向排列,在注入基體后形成一個薄的斜板,4個偏斜的單向板形成一個單元,如圖2所示。
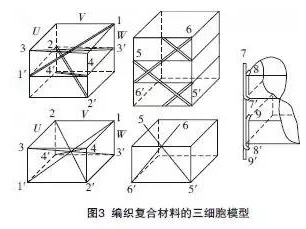
進入90年代后,各國研究人員對三維編織復合材料、編織程序、紗線在編織過程中的走向等進行了更加深入的研究,得到了更為完善、合理的編織復合材料細觀模型。其中Du和Ko介紹了4種不同的編織方式,通過單元胞體的方法建立了三維編織的幾何實體模型,給出了關鍵編織參數與纖維編織角和纖維體積含量之間的關系。Wang和Wang提出了一種描述三維編織預成形件的紗線拓撲結構的分析方法。首先,采用定義控制體積的方法,描述在編織過程中形成的編織紗線的空間軌跡,基于紗線拓撲定義了3種不同的單胞模型,分別代表預成形件的內部、表面、角的結構。內部單胞的幾何形狀為一長方體,包含四組相互交織的紗線,高為一個編織花節長度。內部紗線結構與Li的結果相一致。表面和角單胞的幾何形狀均為三棱柱體,高為編織花節長度,表面單胞中包含兩組相互交織的編織紗線,而角單胞中僅含有一組平行伸直的編織紗線,分析中,忽略了紡織紗線的橫截面形狀。在國內,吳德隆和郝兆平最早提出了以四步法為基礎“三細胞模型”,從細觀分析角度來看,紡織復合材料結構是由重復的內部基元(B.C)邊界上的面元(F.C)和角點的柱元(R.C)構成,如圖3所示,三細胞模型的特點在于,根據編織幾何學很好地描述織物微觀結構,可以分析拉壓雙模量材料,基體彈塑性材料及界面損傷對力學性能的影響。陳利和陶肖明等 對四步法三維編織物的結構進行了研究,揭示了紗線在預成形內部、表面和角點區域的不同構形,建立了編織結構和編織參數之間的關系。龐寶君等以四向編織復合材料為對象,建立了單胞的幾何結構模型,并進行了細觀上的實驗驗證。
近年來,許多學者對矩形編織材料細觀結構給予了高度的關注,逐步建立了由簡單“米”字型到三維實體的單胞幾何模型,推動著力學模型的發展。鄭錫濤和葉天麒系統地研究了四步法1×1方型編織工藝編制的預成形件及其增強的復合材料的細觀結構。提出了紗線橢圓形橫截面假設,考慮了編織紗線的細度和編織紗線填充因子的影響,創建了正軸模型。根據編織過程中攜紗器的運動軌跡特點,將預成形件劃分為三個不同的區域,分別定義了不同的控制體積單元,識別了編織結構參數之間的關系,同時給出三維編織復合材料的設計方法,三維編織示意圖見圖4。

馮偉和馬文鎖將編織物中連續的紗線離散開來并用特殊的點符號表達,用點群和空間群分析現有編織材料幾何結構,一方面可以合理地對現有編織材料幾何結構進行描述和分類;另一方面也可以將該理論用于推導編織材料幾何結構新的和更為有效的編織方法。張美忠等由于編織復合材料實際結構的復雜性,為了使研究結果更真實,用現有成熟的有限元軟件仿真三維編織復合材料,并研究其各項力學性能已成為一種趨勢。
Pandey等通過CAD建模技術來描述三維編織復合材料的代表性單元體,生動而準確地再現了復合材料的內部復雜結構。Sun等提出了數字單元法,并用該方法模擬了三維矩形編織結構的編制過程,以確切的知道三維編織復合材料內部每根紗線的路徑和預成型體的微觀結構。借助VC++及SolidWorks軟件的參數化圖形建模特點,建立了能模擬各種編織參數預制體孔隙實體,計算孔隙體積及其表面積的軟件系統。
力學行為的理論研究
三維編織復合材料的力學模型是以上述細觀結構的幾何模型為基礎的。20世紀80年代至今,代表性的工作有Ma和Yang等的彈性應變能法、Yang和Ma等的纖維傾斜模型、吳德隆和郝兆平的三細胞模型、陳利的偏軸模型和鄭錫濤的正軸模型。90年代后期,梁軍等應用Eshelby和Mori-Tanaka理論對三維編織復合材料進行了細觀力學分析,然后與剛度平均化方法相結合,對含圓幣型基體微裂紋的三維編織復合材料彈性常數進行了理論預報。孫慧玉借鑒國外模型發展了纖維傾斜模型,考慮厚度方向的效應,采用三維應力-應變分析,預報了有效彈性模量,并將此空間多向層合板力學模型引入到了強度性能的預報。王波等提出了剛度合成法預報編織復合材料剪切彈性模量,比較了整體編織試件和裁剪所得試件的理論剪切性能,分析了剪切性能隨試件沿寬度和厚度兩個方向內部單胞數目的變化規律。目前也有關于編織復合材料彈性性能、損傷、強度以及在超常環境下性能的工作報道。陳利和陶肖明等基于變分原理,提出用有限多相單元法來預測三維編織復合材料的彈性性能。劉振國和盧子興等提出了一種預報編織復合材料剪切性能的“米”字型體胞的有限元計算模型。黃爭鳴建立了“橋接模型”并分析了編織復合材料的剛度和強度性能。徐焜和許希武基于八邊形纖維束截面單胞模型,采用細觀非線性有限元方法,建立了三維四向編織復合材料的漸進損傷拉伸強度模型。曾濤等利用四纖維體胞模型,提出了一種多相有限元數值法,基于Tsui-Wu失效準則和Mises準則預報了三維編織復合材料的非線性響應和損傷演化。Alzina等用多尺度分析方法預報了低溫下編織復合材料的熱彈性性能。
結束語
三維編織復合材料已在航空航天等眾多領域得到了廣泛地應用,在可以預見的將來,其應用范圍還會繼續擴大。相對而言,三維編織復合材料的理論研究和試驗研究都比較滯后。由于三維復合材料具有復雜的纖維構造,加之編織工藝參數、結構參數、在復合材料過程中預成形件的擠壓變形、編織紗與基體的力學性能、空隙率以及紡織紗線與基體之間的界面損傷等諸多因素,影響它的結構及力學性能的分析與估算。三維編織復合材料的理論和工藝研究工作目前仍處于探索發展階段。有關三維編織工藝理論還有待進一步地完善,新的工藝方法還有待開發。分析三維編織復合材料的力學性能的方法還需要進一步地發展,建立相對完善的強度準則是擴大三維編織復合材料使用的理論依據,同時,尋求準確求解三維編織復合材料的細觀力學解也是亟待解決的問題。(來源:復合材料社區)
-------------
【延伸閱讀】
復材應用案例|玻璃纖維型材助力宇通電動巴士減重降耗 提高效率
復材應用案例|福特全順采用玻璃纖維復合材料縱向板簧比常規鋼制彈簧減重50%
紀實|累并快樂著,小眾實干派!這里有一群為復合材料奮斗終生的人!
劍在手,問天下誰是英雄!--FRP漁船制造 真空樹脂導入成型 手糊成型工藝PK?
幾度風雨幾度春秋,風霜雪雨搏激流——中國漁船玻璃鋼化是必然發展趨勢!
打印


